新闻资讯
焊接焊缝无损探伤检测-流程事项
追求品质、精益求精,是速捷架一如既往的追求,更是对客户的承诺。


焊接检验按方法可分为破坏性检测、非破坏性检测、无损检测。
其中无损检测中有几项较为重要的项目今天小编就给大家解读下:
1
目 视 检 测
概述:目视检测是一种常用的检验方法,它以肉眼观察为主,必要时利用放大镜、量具及样板等对目视尺寸和焊缝表面质量进行全面检查。焊缝的目视检查主要通过量规或其他辅助工具来测量所谓的焊缝几何偏差,例如:盖面层余高过大、根部高度过大或表面的 不规则性,入咬边、接头缺陷、飞溅等。辅助工具和量规的精准度必须符合要求的公差值。

目视检测标准等级
对于焊缝目视检测的应用标准和等级要求应满足ISO17635标准附录A中的要求,如下表所示:

2 渗 透 检 测

渗透检测是一种以毛细管作用原理为基础的检查表面开口缺陷的无损检测方法。
渗透检测可用来检测延伸至表面的开口缺陷,入气孔、裂纹、起皱、折叠等,主要用来检查金属材料,也可用来检查其他非金属材料,前提是这种材料不是多孔性材料。
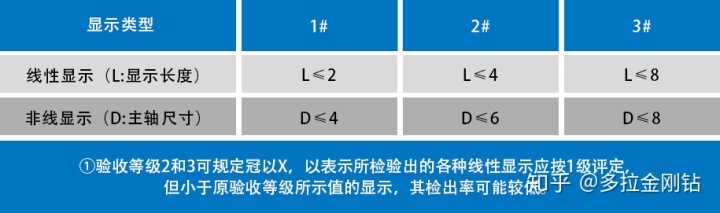
渗透检测的显示评定在渗透检测中将缺陷显示分为线性和非线性,线性显示是指长宽比大于3的显示,非线性显示是指长宽比小于等于3的显示。在标准ISO23277中规定了焊缝显示的允许极限,见下表:
3 磁 粉 检 测
磁性检测主要适用于检验铁磁性材料焊缝的表面与近表面缺陷,例如碳钢或低合金钢表面的焊接裂纹、疲劳裂纹与应力腐蚀裂纹等。
磁粉检测的标准
ISO17638:2003焊缝无损检测——磁粉检测
ISO2009焊接接头的磁粉检测——验收等级
检测原理铁磁质工件被磁化后产生感应线,当工件表面或近表面存在的缺陷与磁感应线成垂直或近于垂直角度时,磁感应线会在缺陷处溢出,从而产生磁场,漏磁场通过吸引施加在此处的磁粉,形成可见的缺陷磁痕,将缺陷的位置、形状、和大小显示出来。
检测方法及程序
磁粉检测方法根据磁化工件和施加磁粉、磁悬液的时机,分为连续法和剩磁法,其操作程序一般包括预处理、磁化、施加磁粉、磁痕的观察、记录、退磁、后处理等。
磁痕的观察和评定
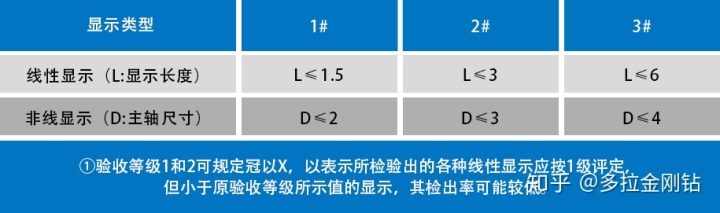
根据磁痕的长轴和短轴之比,小于等于3的缺陷磁痕为非线性显示,大于3的缺陷磁痕为线性显示,当一组磁痕中,检具小于相邻较小磁痕主轴尺寸的任何邻近磁痕,应作为独立的连续磁痕进行评定。检测面宽度应包括焊缝和邻近母材(两侧各10mm)其验收等级见下表:
新闻资讯
- 什么是厂房安全鉴定 06/02
- 公正性声明-正诚检测 05/29
- 劳动节放假值班 04/27
- 桥梁检测的内容和检测方法 04/20
- 春节放假通知 01/12
联系我们
QQ:214874532
手机:15356776819
电话:0577-88138421
邮箱:Contect@Wzzcjc.com
地址:浙江省温州高新技术产业开发区兴平路27号第1-3层